

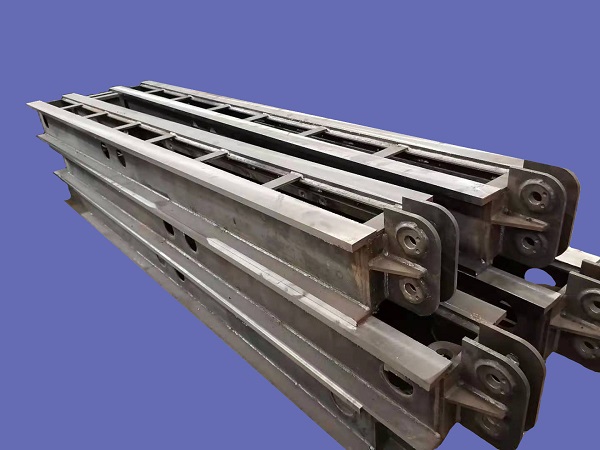
四川真空腔體制造工藝中也有需要被注意的地方,例如焊縫是真空腔體制造工藝中容易產生漏孔的區域之一。

常見的焊縫缺點有缺乏熔合,缺乏熔深,夾渣,氣孔,裂紋和內應力,都是真空系統漏孔或者虛漏源的隱患。為了減少真空腔體焊縫的缺點并方便檢查,因此要求被焊接零件的焊縫應盡可能位于真空側,而常壓側焊縫僅用作間歇性補強焊縫,可以在制造階段分別測試焊縫數量,組裝前進行校正。由于某些零件的橫截面尺寸小,內壁的焊接范圍有限。對于某些零件,只能使用大氣側焊縫。焊縫應一次焊接,以避免兩次焊接之間的有害空間。因此,保證單面焊接,表面形成效果良好。
除了四川真空腔體制造中的焊縫,下面也為大家介紹一下激光焊接的工藝:
激光焊接可分成熱傳導焊和深熔焊, 前面一種的熱量根據熱對流向鋼件內部外擴散, 只在對接焊縫表面層造成熔化現像, 鋼件內部沒有完全熔透, 主要不造成汽化現像, 多用以低速檔薄壁原材料的電焊焊接;后面一種不僅完全熔透原材料, 還使原材料汽化, 建立大量等離子技術, 鑒于熱量很大, 熔池前端開發會經常出現匙孔現像。深熔焊可以完全焊透鋼件,電焊焊接速度快, 是現階段采用廣泛性的激光焊接策略。
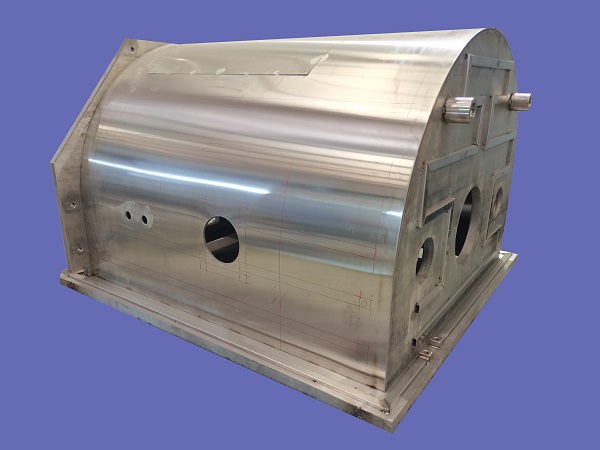
四川真空腔體也是現在常用的材料,大家可以對它多多了解。


 當前位置:
當前位置:

 熱門推薦
熱門推薦






